
Огляд відрізних кругів
- Абразивні відрізні круги Абразивний (від лат. Аbrasio - соскабливание) відрізний круг призначений...
- практичні рекомендації
- внесок учасників
Абразивні відрізні круги
Абразивний (від лат. Аbrasio - соскабливание) відрізний круг призначений для точної і якісної різання різних форм виробів як із сталі, чавуну, сплавів кольорових металів (прутка, труби, куточка, листа, арматури), так і цегли, шиферу, кераміки, гіпсокартону , а також мармуру, граніту, каменю і бетону в невеликій кількості. Потрібна лише переносна відрізна машина або кутова шліфувальна, звана "болгаркою".
Необхідно попередити, що багато підприємств, що випускають відрізні машини, пропонують і відрізні круги до них під своєю торговою маркою, не будучи виробниками.
Швидкість обертання кола велика, тому тільки висока якість його виготовлення може гарантувати безпечну роботу. Кола внесені до переліку продукції і послуг, які проходять обов'язкову сертифікацію. Так, якість виробів АТВТ "МОСШЛІФІНСТРУМЕНТ" (про них піде мова) підтверджено установою по сертифікації, акредитованим Держстандартом РФ.
Абразивний відрізний круг, який використовується зазвичай в домашньому господарстві, є тонкий диск діаметром від 100 до 500 мм при висоті від 1 до 5 мм з посадковим отвором діаметром 22 або 32 мм, яке найчастіше обрамляється металевої калібрувальної втулкою. Наприклад, при різанні "болгаркою" через значну величини крутного моменту діаметр кола не перевищує 230 мм. Можна зустріти відрізний круг діаметром 100 і навіть 80 мм з посадковим отвором 10 мм, який встановлюється на побутову електродриль з допомогою оправлення.
Абразивний круг ріже метал частинками дрібнозернистого матеріалу високої твердості (абразиву), що нагадують за розмірами і формою звичайні піщинки. Їх спочатку змішують, а потім спресовують з пружною синтетичної сполучною масою, основні види якої бакелитовая (пластмасова) або вулканітова (каучукова). Гострі вершини абразиву виступають над поверхнею зв'язки і, зачіпаючи за метал, зрізають найтонші стружки. При виготовленні суміш із зв'язки, абразиву і наповнювача поміщають в форму, спресовують і термічно обробляють. Кола з бакелітовій зв'язкою частіше застосовуються для грубої різання металу і будівельних неметалічних матеріалів. Кола з каучукової - меншої продуктивності і призначені для різання чавуну, сплавів титану і отримання більш гладких крайок різу (в побуті не використовуються).

Для різання металу товщиною до 10 мм можна використовувати абразивний відрізний круг діаметром 100 мм з посадковим отвором 10 мм, який встановлюють через оправлення в патрон звичайної дрилі.
Абразивні відрізні круги на бакелітовій зв'язці різних діаметрів і призначень.
Після випробувань кіл на механічну міцність і неврівноваженість на маркіровці кожного з них вказується матеріал для різання або наклеюється кольорова етикетка, наприклад, зеленого (для неметалічних матеріалів) або синього кольору (для металів). Там же повідомляється додаткова інформація.
Ефективність роботи абразивним кругом в значній мірі залежить від розміру і твердості частинок: чим більше частки і твердіше сам абразив, тим швидше можна різати метал. зернистість абразиву, або розмір часток, може бути від 0,1 до 2 мм (100-2000 мкм). Її завжди вказують на маркуванні в умовних одиницях, причому в Росії та інших країнах по-різному.
У вітчизняній продукції зернистість вище 50 мкм позначають як 0,1 сторони чарунки сита, через яке просівають частинки абразиву при сортуванні за розміром. Наприклад, зернистість 32 вказує на присутність частинок основного розміру 320 мкм і невеликої кількості зерен інших розмірів.
Зернистість від 5 до 63 мкм позначають максимальним розміром частинок (М). Зокрема, М28 вказує на максимальний розмір часток 28 мкм. За міжнародними стандартами ISO зернистість абразиву дається в умовних одиницях, які не відображають розміру, при цьому існують два окремих стандарту: на зернистість для абразивного інструменту - кіл, брусків, сегментів (F) і на зернистість для абразивної або шліфувальної шкурки (P). Так, F54 свідчить про те, що середній розмір частинок абразиву, використовуваного при виготовленні відрізного кола, становить 300 мкм, а абразивна шкурка з тим же розміром частинок буде позначатися Р50. Відповідно до російського стандарту, і для відрізного абразивного кола, і для шліфувальної шкурки найбільш відповідає зернистість з основним розміром частки 320 мкм і єдиним позначенням 32.
Як абразив зазвичай використовують електрокорунд (нормальний, легований, білий) і рідше - карбід кремнію (чорний, зелений). Електрокорунд, або окис алюмінію (А), менш твердий, але форма його частинок більш пристосована для різання сталі. Карбід кремнію (С) призначений для неметалічних будівельних матеріалів і сплавів кольорових металів. Дві цифри, що стоять перед буквою, відповідають марці абразиву, яка відображає його склад і деякі властивості.
Щоб знизити небезпеку розриву кола при різанні з великою частотою обертання, в його тіло вводять зміцнюючий елемент у вигляді круглого диска з тонкої скляної сітки. Один такий сітчастий елемент посередині висоти кола (або два - по торцевих поверхонь) встановлюють при виготовленні. Ця сітка також зберігає форму і гнучкість відрізного кола.
Абразивний круг має дві переваги в порівнянні з алмазним. По-перше, при роботі не потрібно примусове охолодження водою, тому що його температура зазвичай не перевищує 70-80 ° С. Хороше природне охолодження забезпечується великою кількістю пор, які утворюються в колі при його виготовленні. Вони, а також спеціальний наповнювач, що додається в зв'язку і фарбують при різанні, сприяють швидкому видаленню металевої стружки.
По-друге, такий колах не затупляется, як то кажуть, "самозагострюється", при цьому початковий діаметр поступово зменшується за рахунок руйнування частинок абразиву і вигоряння зв'язки. На відміну від алмазного круга, різка абразивним кругом завжди супроводжується інтенсивними снопами іскор - це згоряють частки зв'язки і дрібні металеві стружки, які летять по дотичній в напрямку обертання. Вони занадто малі і не можуть нанести травму у вигляді подряпини або опіку.
Роботу кола визначають його швидкість і подача (переміщення). Максимальна частота обертання обов'язково повинна бути вказана на маркуванні кола або на етикетці. На вітчизняних виробах значення швидкості додатково виділяється кольором діаметральної смуги: жовтої (60 м / с), червоною (80 м / с) або зеленої (100 м / с). Так, з-за обмеженого числа обертів "болгарки" при половинному значенні швидкості його ресурс зменшується на 30-50%.
Переміщення має бути строго в діапазоні від 0,2 до 0,8 м / хв. При подачі менше 0,2 м / хв значно зростає тепловиділення при різанні, що сприяє "пріжогов" металу і вигоряння зв'язки і змушує використовувати охолодження водою. При подачі більше 0,8 м / хв, навіть якщо процес йде без додатка значного фізичного зусилля, частинки абразиву починають занадто швидко фарбували з зв'язки ( "обсипатися") і за рахунок інтенсивного нагріву металу, що розрізає можливе заклинювання кола, яке здатне привести до виходу з ладу двигуна "болгарки". Товщина металу, що розрізає не повинна перевищувати 15% значення діаметру кола. Недотримання цього обмеження веде до "пріжогов" металу, зниження ресурсу кола і продуктивності праці.
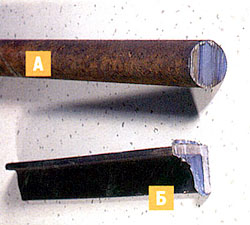
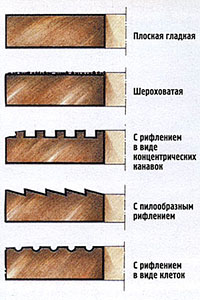
Для зменшення нагрівання абразивного кола його торцеву поверхню або залишають плоскою, але дуже грубою, з виступаючими з зв'язки зернами абразиву, або роблять рифленою за рахунок неглибоких канавок, наприклад, у формі концентричних кіл. Це знижує тепловиділення і витрата потужності на 60-80% в порівнянні з гладкою поверхнею. При прорізуванні паза, особливо в металі, круг використовують на 0,1-0,2 мм тонше до центру, ніж по зовнішньому. Найбільш поширені дефекти - "пріжогов" (А) і задирки (Б), - що виникають при різанні металу через занадто великий подачі відрізного кола.
Для зменшення нагрівання абразивного кола його торцеву поверхню або залишають плоскою, але дуже грубою, з виступаючими з зв'язки зернами абразиву, або роблять рифленою за рахунок неглибоких канавок, наприклад, у формі концентричних кіл. Це знижує тепловиділення і витрата потужності на 60-80% в порівнянні з гладкою поверхнею. При прорізуванні паза, особливо в металі, круг використовують на 0,1-0,2 мм тонше до центру, ніж по зовнішньому периметру. Абразивні круги більш пружні, ніж алмазні, допускають короткочасний, хоча і небажаний перекіс в пазу і економічно менш ефективні. Це особливо помітно при різанні твердого будівельного матеріалу, наприклад бетону. Абразивний круг має більш коротким ресурсом, що вимірюється сумарною площею перетину в 1 м2 розрізається. Підтвердженням цьому служить зменшення діаметра кола.
Кілька правил вибору абразивного відрізного кола
[[Файл: Тріщина в абразивному колі (А), скол ріжучої кромки (Б) і "осипання" кола (В), при яких його використання не рекомендується.
Бажано, щоб вказане максимальне значення частоти обертання кола було б не менше частоти обертання використовуваної "болгарки".
Врахуйте, що при різанні використовується тільки 2/3 діаметру абразивного круга.
Зміцнюючий елемент не завжди передбачається конструкцією абразивного кола, і про його наявність можна судити по маркуванню. Так, у вітчизняних виробників буквосполучення "БУ" означає "бакелитовая зв'язка з зміцнюючих елементом". Якщо "У" відсутня, такого елемента немає і абразивний круг ставити на "болгарку" не рекомендується.
Чим менше висота круга, тим легше різати і менше відходів, але і знос більше. При мінімальній висоті кола (5 розмірів частинок) використовується менша зернистість абразиву і, отже, знижується продуктивність.
практичні рекомендації
Новий відрізний круг спочатку обов'язково перейдіть вхолосту близько 5 хв, тримаючи "болгарку" з одягненим кожухом обертом від себе. Справа в тому, що в результаті можливих ударів при транспортуванні в корпусі кола можуть утворитися мікроскопічні тріщини, що призводять до розльоту дрібних осколків.
Поступове зношення абразивного відрізного кола супроводжується скороченням діаметра кола, тому в разі багаторазового використання поступово зменшите глибину різання.
Щоб охолодження водою, що використовується вкрай рідко (наприклад, при нагріванні відрізається металу), було ефективним, зменшіть частоту обертання кола на 30-50%.
Розрізається метал закріплюйте тільки з одного боку. В іншому випадку від сильного нагрівання він деформується і може заклинити абразивний круг.
Подачу кола при різанні товстого дроту слід знизити на 15-20% під час проходження половини діаметра, після чого її можна знову збільшити до початкового значення.
Зберігати абразивний круг з бакелітовій зв'язкою слід в сухому місці, оскільки від вологи міцність зв'язки з часом знижується.
Джерело: Олександр Чижов
внесок учасників
Колупаєв Серегей Вікторович
Колесов Іван